E-posta: satış@mill-sbm.com
Etki kırıcılar bugünün madencilik ve taş ocağı işlerinde önemli bir rol oynamaktadır, Büyük taş ve cevherleri gerçekten kullanılabilecek malzemelere dönüştürmek. Ama bu makineler zor olsa da, Bazen işi durdurabilecek ve kar kesebilecek sorunlarla karşılaşırlar. Tipik etki kırıcı sorunlarının ne olduğunu bilmek, ve onları nasıl düzeltebilirim, Kesinti süresini azaltmaya yardımcı olur, Onarımdan Tasarruf Edin, Ve bu makineleri daha uzun süre dayandır.
Etki kırıcılar hataları neden önemlidir??
Bir darbe kırıcı başarısız olursa, Üretim Durdurur, Maliyetler yükseliyor, ve site güvenliği tehlikeye girebilir. Operasyonları etkin tutmak için hızlı sorun giderme ve düzenli bakım gereklidir.

Etki kırıcıların ortak hataları
Dönem “Etki kırıcı hataları” Anormal titreşimlerden ve aşırı ısınan yataklardan her şeyi kapsar, sıkışmış odalara ve aşırı aşınmaya. Her hatayı yıkalım, Sebepleri, ve kırıcıların sorunsuz çalışmasını sağlamak için en iyi çözümler.
Düzensiz titreşim
Anormal titreşim sık görülen bir konudur. Genellikle eşit olmayan yem boyutuna işaret eder, darbe çubuğu aşınma, rotor dengesizliği, veya gevşek bir temel.
Aşırı ısınma
Sıcak rulmanlar klasik bir kırıcı problemidir. Çoğu zaman, Suçlular yetersiz yağlama, Kırık Yataklar, veya yağlama sisteminde kalıntılar.
Ürün büyüklüğü varyasyonu
Bir darbe kırıcıdan gelen nihai ürün çok büyük veya çok tutarsız hale geldiğinde, Yıpranmış darbe çubukları veya çok geniş boşluk ayarları temel neden olabilir.
V-Belt Sorunları
V-Belt problemleri güç kaybına veya ani duraklara neden olur. Bu genellikle yıpranmış veya yanlış monte edilmiş kayışlardan kaynaklanır.
- Ortak nedenler: Kayış, kurulum sırasında zayıf hizalama.
- Çözümler: V-Belts'ı Değiştirin, Kurulum sırasında kemerlerin ve kasnakların aynı düzlemde olduğundan emin olun.
Kırılma boşluk tıkanıklığı
Malzeme tıkanmaları verimi azaltır ve makineye potansiyel olarak zarar verebilir. Islak, yapışkan, veya büyük parçacıklar genellikle tıkanıkları tetikler.
- Ortak nedenler: Islak veya yapışkan malzeme, aşırı yem boyutu, yüksek yem hızı.
- Çözümler: Kurutma öncesi malzeme, Edin Büyük Boy Yem, Yem/Hızını Düzenleyin.
Boşlukta gürültü ve tokatlama
Birden, Kırıcının içindeki yüksek sesler veya 'tokatlama' sesleri, tipik olarak bir şeyin girilmediği anlamına gelir., Metal enkaz gibi, veya darbe plakası gevşedi.
Ani kapanışlar veya başlamama
Etki kırıcılar bazen başlamayı reddeder, veya orta operasyonu kapatın.

Ortak Arızalar ve Çözümler Darbe Kırmalarının Tablosu
| Arıza | Ortak nedenler | Pratik çözümler |
|---|---|---|
| Anormal titreşim | Büyük besleme, yıpranmış darbe çubukları | Ekran malzemesi, Çubukları değiştir, yeniden dengeleme |
| Aşırı ısınma | Yetersiz yağ, kırık yatak | Petrol ekle/değiştir, Yatağı değiştir |
| Ürün büyüklüğü varyasyonu | Boşluk çok geniş, yıpranmış çubuklar | Boşluğu ayarla, Çubukları Onar/Değiştirin |
| V-Belt devirme | Yıpranmış kemer, Kötü kurulum | Doğru yükle, kayışı değiştir |
| Kırılma boşluk tıkanıklığı | Yapışkan/büyük yem, yüksek yem hızı | Ön işlem öncesi malzeme, Yem düzenlemek |
| Yüksek yüksek boşluk tokatları | Enkaz, Gevşek Etki Plakası | Temiz boşluk, güvenli plaka |
| Kırıcı başlamayacak | Tıkanıklık, elektrik, rotor sıkışmış | Tıkanıklığı kaldır, Kabloları düzeltin, serbest rotor |
Bir Etki Kırıcısı Seçme: Ürün parametreleri
Makine özelliklerini anlamak, kullanıcıların siteleri için doğru darbe kırıcıyı seçmelerine yardımcı olur. İşte temel parametreler, Referans için SBM'den modelleri kullanma:
| Modeli | Rotor özellikleri (mm) | Giriş boyutu (mm) | Giriş Boyutu Maks. (mm) | Kapasite (t/h) | Güç (KW) |
|---|---|---|---|---|---|
| CI5X1315 | 1300 × 1500 | 1540 × 930 | 600 (≤300 Önerildi) | 250–350 | 250–315 |
| CI5X1415 | 1400 × 1500 | 1540 × 1320 | 900 (≤600 Önerildi) | 350–550 | 250–315 |
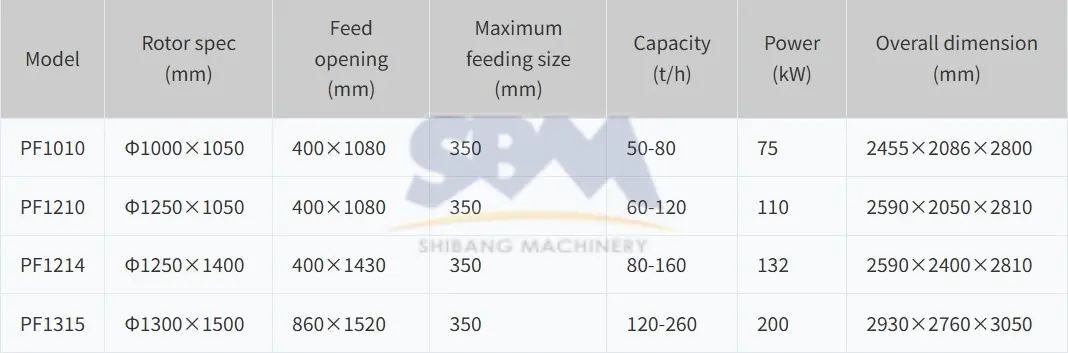
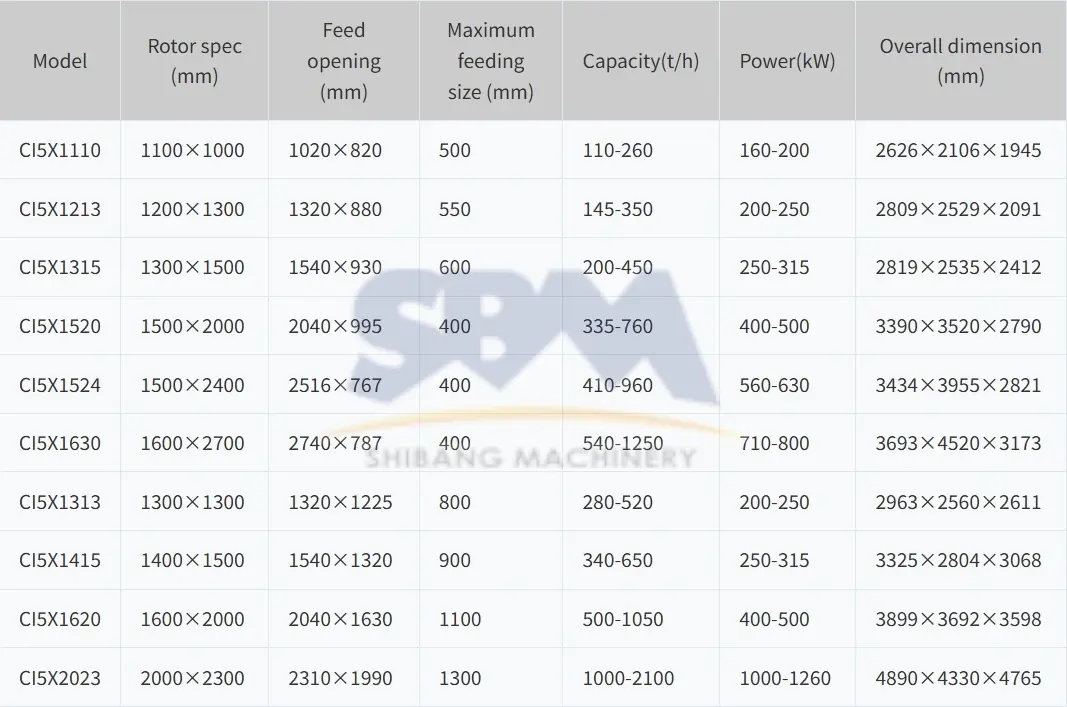
Ürün parametre grafiği
PF Etki Kırıcısı Parametreler
PFW Darbeli Kırıcı Parametreler

CI5X Darbeli Kırıcı Parametreler
Önleyici Bakım İpuçları
Düzenli kontroller, kırıcıların performansını korumaya devam ediyor ve maliyetli arızaları azaltıyor:
- Haftalık üfleme çubuklarını aşınma için inceleyin ve zayıflamadan önce değiştirin.
- Monitör yatak sıcaklığı: Sürekli ısı altta yatan sorunlar anlamına gelir.
- Tüm cıvataları haftada en az bir kez sıkın.
- Büyük boy parçaların girilmesini önlemek için ekran besleme malzemesi.
- Üretici tarafından önerilen yağı kullanın, aralıklarla değiştirme.
- Elektrik girişlerini sabit tutun; Varsa dalgalanma koruyucuları kullanın.

Gerçek dünyadaki sorun giderme senaryoları
Operatörler genellikle ıslak hava sırasında tıkanıklıklar veya duraklarla uğraştığından, beslenen malzeme çok nemli, Ve birçok site, parçaların yıpranması nedeniyle yoğun mevsimlerde daha fazla kesinti var. Gerçek sorunu hemen düzeltmek - yıpranmış parçaları değiştirmek veya malzemenin nasıl beslendiğini ayarlamak gibi - uzun gecikmelerden kaçınır ve kırıcıyı çalıştırır.
Hatalar operasyonel verimliliği nasıl etkiler?
Kırıcı düştüğü her saat para kaybına yol açabilir. Makineyi sık sık kontrol etmek, Bir sorun olduğunda hızlı davranmak, Ve daha az yoğun zamanlar için onarım planlama yıl boyunca çok tasarruf edebilir. Sorunlar ciddi hale gelmeden önce ekipmana bakan takımlar daha iyi sonuçlar elde eder ve daha mutlu müşteriler.
Gelişmiş çözümler ve yükseltmeler
Akıllı iyileştirmelerle bazı sorunlardan neredeyse kaçınılabilir:
- Güçlü kromla yapılan darbe çubuklarını seçin - zorlu malzemelerle çalışırken daha iyi kalırlar.
- Yağ eklemek için otomatik sistemleri kullanın, Bu nedenle personelin el ele kontrol etmesi gerekmez.
- Sallanma hakkında uyarılar veren dijital kontrol panellerini deneyin, sıcaklık, veya hemen elektrik sorunları.
Ayrıca, Yapıcıya uzun vadede yardımcı olabilecek herhangi bir hizmet planı veya garantiyi sorun.

SSS
1. Çeyrek: En yaygın etki kırıcı hatası nedir?
Yıpranmış darbe çubukları ve yatak sıcaklığı sorunları listenin başında.
2. Çeyrek: Blow çubukları ne sıklıkla kontrol edilmelidir?
Haftalık muayene standarttır - daha çok sert kaya siteleri için.
3. Çeyrek: Dijital izleme gerçekten yardımcı olabilir mi?
Evet; Otomatik İzleme Personelin sorunları pahalı hatalar haline getirmeden önce görmesine izin verir.
4. Çeyrek: Kesinti süresi önlenebilir?
Düzenli çekler ve hızlı sorun giderme ile çoğu kesinti kısaltılabilir veya önlenebilir.
Çözüm
Etki kırıcılar madencilik ve taş ocağı işlerinde çok yararlıdır, Ama sadece iyi çalışıyorlarsa. Olağan Sorunları Bilmek, Onları nasıl tespit edersiniz, Ve onları nasıl hızlı bir şekilde düzeltirim, daha fazlasını yapmak ve daha iyi kar elde etmek için anahtardır. Bu temel becerileri öğrenen operatörler, makineleri az durma ile çalıştırabilir ve her işten en iyi şekilde yararlanabilir.