Correo electrónico: [email protected]
Adecuadamente reemplazo del revestimiento de la trituradora de mandíbulas aumenta la eficiencia de la producción mediante 40% y extiende la vida de los componentes de 2-3 años. Esta guía completa detalla las técnicas profesionales utilizadas enpequeñas y grandes operaciones mineras, cubriendo protocolos de seguridad, Requisitos de herramienta, y métodos de alineación de precisión. Siga nuestro proceso de 8 fases para minimizar el tiempo de inactividad 4 horas por reemplazo.
Preparación previa al reemplazo
1. Procedimiento de bloqueo de seguridad
- Desconecte la fuente de alimentación y active el bloqueo mecánico.
- Liberar la presión hidráulica (>5 minutos de tiempo de sangrado)
- Instalar protección contra caídas para el acceso al foso de la trituradora
2. Herramienta & Lista de verificación de materiales
| Herramienta | Especificación |
|---|---|
| Gato hidráulico | 50-tonelada de capacidad |
| Llave dinamométrica | 300-800 rango N·m |
| Abrazadera de elevación del revestimiento | SWL 2.000 kg |

Proceso de reemplazo del revestimiento
1. Retire los revestimientos desgastados
- Afloje los pernos de cuña en patrón diagonal. (30% reducción de par)
- Usarherramientas para quitar el revestimiento para romper la unión por corrosión
- Extraiga las cuñas superiores primero, luego placas laterales
2. Limpio & Inspeccionar la superficie de montaje
- Retire los escombros con un cincel neumático.
- Compruebe si hay grietas usando tinte penetrante.
- Verificar planitud (Tolerancia <0,5 mm/m)
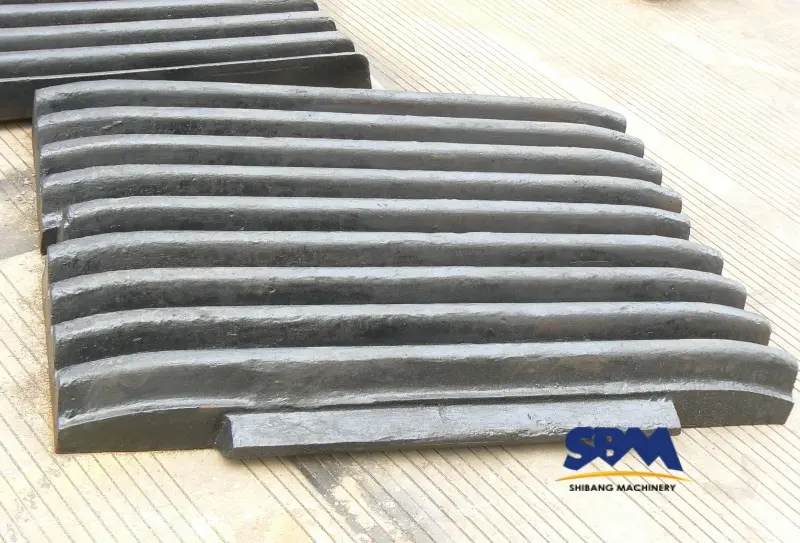
3. Instalar nuevos revestimientos
| Componente | Especificaciones de par | Secuencia |
|---|---|---|
| Mandíbula fija | 650 Nuevo Méjico | Centro hacia afuera |
| Mandíbula móvil | 720 Nuevo Méjico | patrón cruzado |
4. Verificación de alineación
Utilice herramientas de alineación láser para garantizar:
- Paralelismo <0,2 mm/m
- Desviación vertical <0,3 mm
- Adecuadogeometría de la cámara de trituración

Procedimientos posteriores a la instalación
1. Proceso de rodaje
- Empezar con 50% tasa de alimentación para 2 horas
- Monitorear la vibración (<4,5 mm/s RMS)
- Regresar después 8 horas de operación
2. Documentación & Análisis
- Registre los números de serie del revestimiento
- Medir el patrón de desgaste inicial
- Actualizarprograma de mantenimiento predictivo
Errores comunes & Soluciones
| Error | Consecuencia | Prevención |
|---|---|---|
| Torque incorrecto | movimiento del revestimiento | Utilice una llave calibrada |
| Alineación perdida | Desgaste prematuro | Verificación láser |

Mejora de la productividad de la cantera
Una operación de piedra caliza redujo el tiempo de reemplazo del revestimiento de 6.5 a 3.8 horas por:
- Implementando nuestro proceso de 8 pasos
- Uso de perfiles de revestimiento optimizados
- Equipo de formación sobre la cinemática de la trituradora

Herramientas esenciales para un reemplazo eficiente
- Manipulador de liner con elevador por vacío
- Cámara térmica infrarroja (comprobar las temperaturas de los rodamientos)
- Medidor de espesor digital (medida de desgaste)
La precisión ahorra costes
Reemplazo del revestimiento de la trituradora de mandíbulas requiere comprender las especificaciones de torque, tolerancias de alineación, y procedimientos de rodaje adecuados. Por lo tanto, integrando esta guía con su programa de mantenimiento preventivo ydocumentación del equipo, las operaciones normalmente logran 18-24 Ciclos de vida mensuales del revestimiento incluso en condiciones abrasivas..